一、切割成本的比较
等离子切割的主要费用为其消耗品电极、喷嘴、涡流环的费用,氧乙炔切割的费用主要为氧气、乙炔的费用。现将两种切割成本计算如下;
1、数控氧乙炔切割,切割厚度18mm的钢板每米消耗费用:
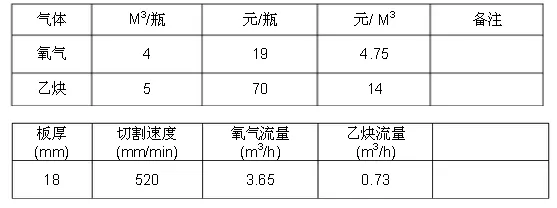
3.65÷60÷0.52=0.12 (m3)
0.12元x4.75=0.57元
0.73÷60÷0.52=0.024 (m3)
14元x0.024 = 0.34元
0.57元+0.34元= 0.91元
2、数控等离子切割,以切割厚度18mm的钢板每米消耗费用:
以下等离子以美国海宝公司MAX200为例:

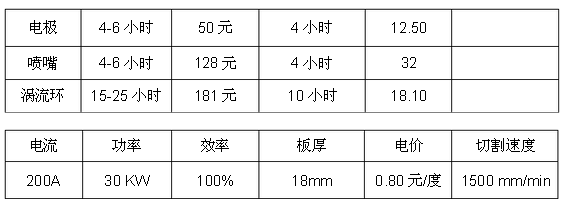
30KW x 100% x 0.8元 = 24元
(12.5元 + 32元 +18.10元) = 62.6元
(12元 + 62.6元)÷60= 1.24元
1.24元 ÷ 1.5= 0.826元
通过以上理论计算,可以看出火焰切割的每米成本要高于等离子切割,通过对船厂的调查,在实际应用中两者的成本基本相当,等离子稍微低一些。
二、生产效率的比较
等离子切割切割18mm钢板时速度为1500mm/min,火焰为500mm/min,等离子为火焰的3倍,生产效率相当高。
三、切割质量的比较
切割质量对比,更显现出等离子切割的优越性。等离子切割的工件无毛刺和挂渣,表面光滑无塌边,切割精度每米长公差不大于0.5mm,工件变形小,可以代替或省掉机加工工序,通过实际证明,等离子切割的零件不进行机加工完全满足焊接装配质量要求。
四、经济效益的比较
采用等离子切割的工件,可以省去机加工的要求,即可以节省机加工设备,每年省去机加工费用几十万元,不仅如此,由于等离子切割的效率高,一台等离子可以代替2-3台火焰切割机,并大大压缩生产作业的面积,提高厂房有效利用效率,其综合效益是非常可观的。
五、结论
等离子切割机消耗成本与火焰相当,但由于其高效率、高质量、经济效益可观,虽然上一台等离子切割机一次投资大,但仍旧是最佳选择,建议工厂领导创造条件购进数控等离子切割机。厂方可在配置上选择一把火焰和一把等离子割枪,这样可以为以后的生产量加大而有准备。 | 



